
Kadamaterijal za ulivne kanaleAko se plastika proizvedena brizganjem zagrije jednom, to će uzrokovati fizička oštećenja usljed plastifikacije. Zagrijavanjem sa normalne na visoku temperaturu, brizganjem, materijal za ulijevanje se vraća sa visoke temperature na normalnu temperaturu. Fizička svojstva počinju da se mijenjaju. Generalno govoreći, potrebno je 2-3 sata da fizička svojstva dostignu potpuno 100% uništenje nakon jedne plastifikacije. Oprema za neposredno drobljenje i recikliranje uključuje vađenje plastičnog materijala za ulijevanje na visokoj temperaturi i njegovo trenutno stavljanje u mašinu za drobljenje, transport i prosijavanje praha, te njegovu upotrebu odmah u roku od 30 sekundi u određenom omjeru.
Karakteristike plastičnih materijala za ulivne kanale
U današnjem dobu, poslovna konkurencija je žestoka. Efektivno upravljanje i rutinski visoki profit su ciljevi kojima teži svaki vlasnik preduzeća. A "smanjenje troškova i poboljšanje kvaliteta" je jedini način za postizanje održivog poslovanja. Najveće opterećenje troškovima u industriji proizvodnje plastike je dugoročna kupovina plastičnih materijala. Pod pretpostavkom da svi kupuju po istoj cijeni, kako onda maksimizirati njene marginalne koristi, što može smanjiti troškove i poboljšati konkurentnost. Svi to znaju. Pitanje je kako to učiniti?
Jednostavno rečeno:U procesu proizvodnje plastike, može smanjiti stopu neispravnih proizvoda, povećati proizvodnju, efikasno reciklirati neispravne proizvode bez utjecaja na njihov kvalitet, te postići nisku emisiju ugljika, zaštitu okoliša i uštedu energije, a ove operacije se mogu automatski završiti, čime postaje idealno.
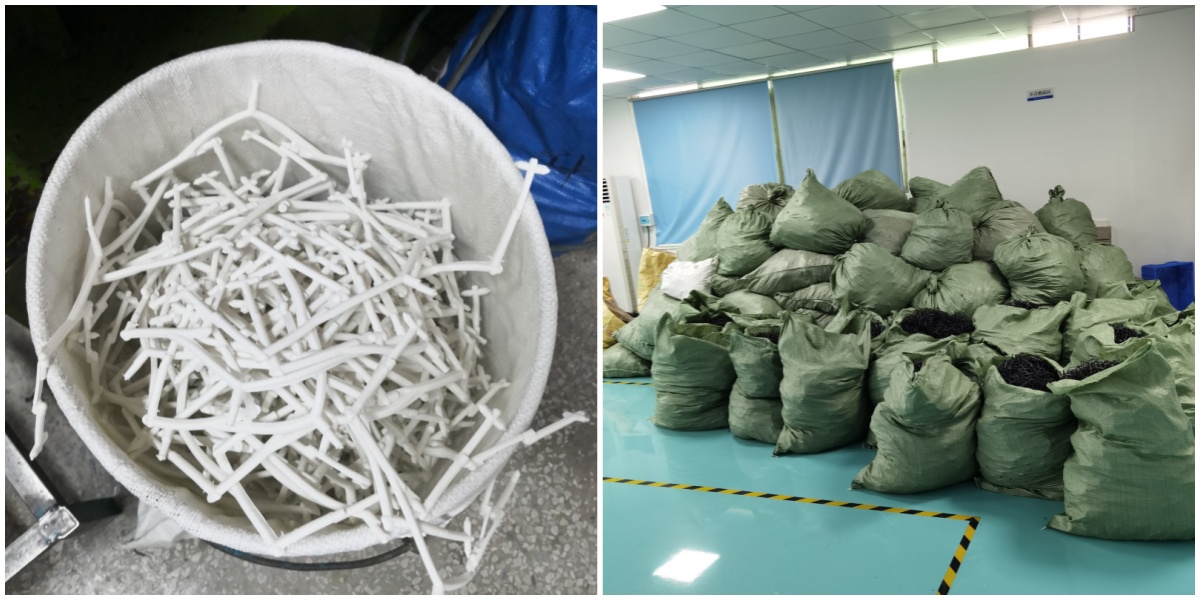
Proizvodnja sprue materijala ima četiri karakteristike:redovnost, sigurnost, pravovremenost i kvantifikacija.
Kada se proizvodi, uglavnom treba biti čist i suh; nije zagađen i ne upija vlagu, tako da ima uslove za trenutnu reciklažu, odnosno došlo je do neposredne reciklaže termoplastičnih plastičnih materijala za ulijevanje.
1. Karakteristike neposrednog recikliranja plastičnih materijala za ulivke
1.1. Četiri elementa za trenutno recikliranje materijala od ulivnih cijevi
1) Očistite:Kontaminirani predmeti se ne mogu odmah reciklirati. Generalno govoreći, kada se generiše materijal od ulivaka, najčistije ga je odmah reciklirati.
2) Sušenje:Kada se materijal za uljevke izvadi, odmah se stavlja u proces oporavka da bude vruć i suh.
3) Fiksni omjer:
Materijal za ulivke je 100% recikliran i ubacuje se jedan po jedan. Naravno, proporcije svakog kalupa su iste.
Ako se reciklira 50% materijala ulivnog kanala, materijal ulivnog kanala će se odmah zdrobiti. Uređaj za automatsko sakupljanje ima selektorski ventil za regulaciju.
4) Prosijavanje praha:Kada fina prašina uđe u visokotemperaturni vijak, ona će se ugljenisati i karbonizirati, što će uticati na fizička svojstva, boju i sjaj, pa se mora prosijati.
1.2. Dijagram toka za trenutno drobljenje i recikliranje plastičnih materijala za uljevke:Usitnjavanje i recikliranje
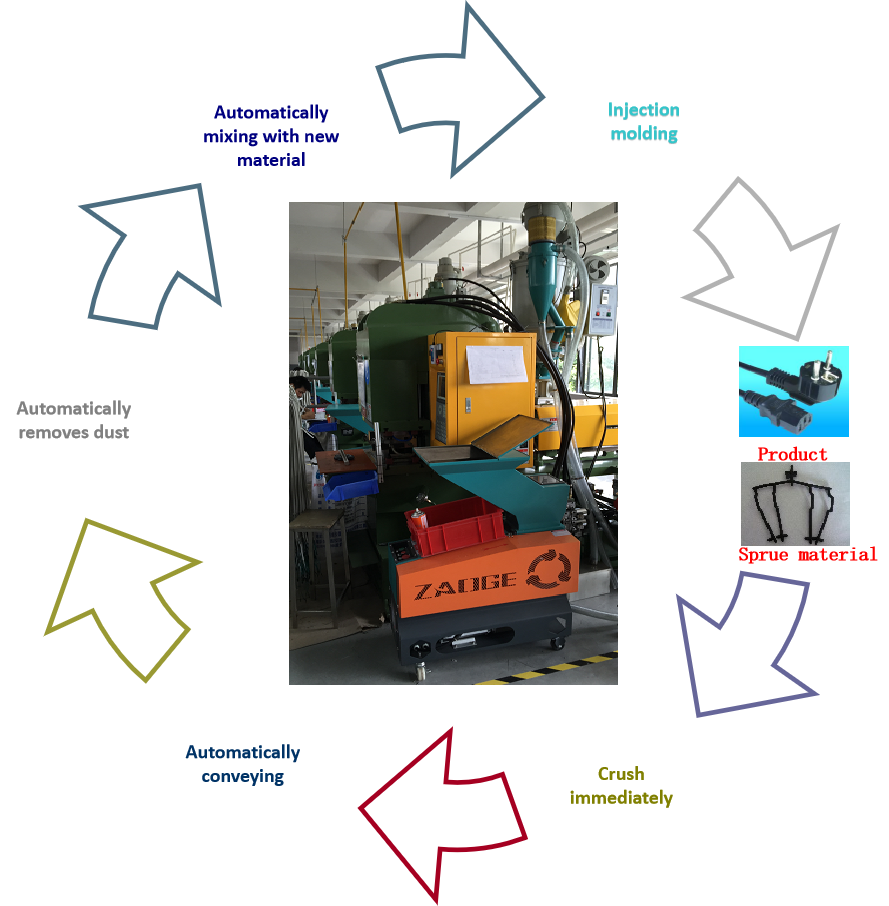
Plastični materijal za lijevanje se odmah drobi i reciklira u roku od 30 sekundi, tako da materijal za lijevanje neće biti zagađen oksidacijom i vlaženjem (apsorpcijom vodene pare iz zraka), što će uzrokovati oštećenje fizičkih svojstava plastike - čvrstoće, napona, boje i sjaja, čime se poboljšava kvalitet oblikovanog proizvoda. Kvalitet; to je glavna vrijednost ovog „Oprema za trenutnu reciklažu„I može smanjiti otpad i gubitak plastike, radne snage, upravljanja, skladištenja i nabavke materijala. Smanjite troškove i poboljšajte kvalitet kako biste osigurali održivo poslovanje.“
ZAOGE drobilica plastikeza industriju brizganja i ekstruzije plastike, duvanje, termoformiranje.
Vrijeme objave: 05.05.2024.







